

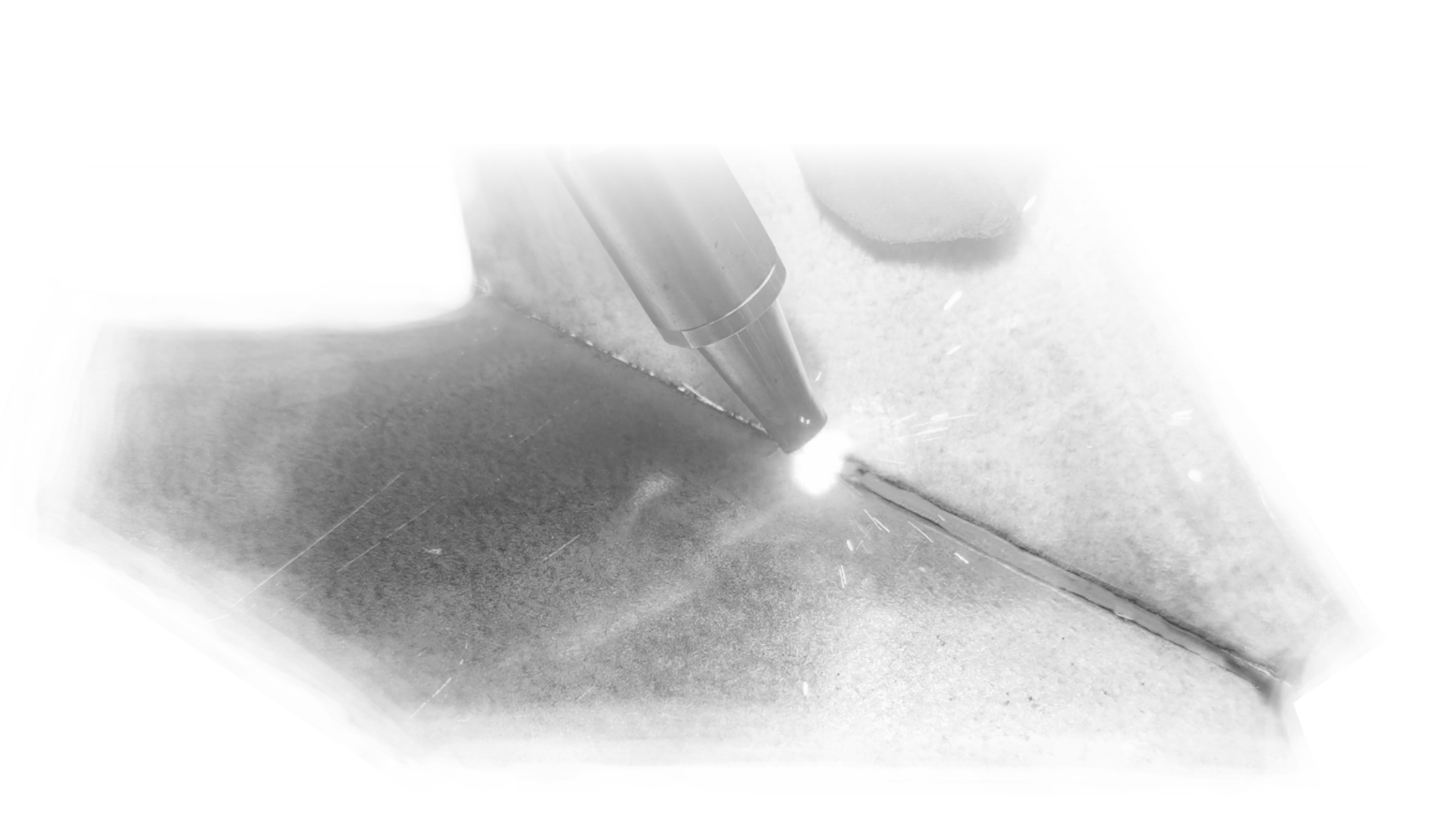
A manuális lézer hegesztő egy olyan eszköz, amely lézersugarat használ fémek vagy más anyagok összekapcsolására. A lézer hegesztés előnyei közé tartozik a nagy pontosság, a minimális hőhatás, rugalmas és sokoldalú felhasználás és a magas minőségű hegesztési varratok.
Fő jellemzői:
A lézersugár pontos irányíthatósága lehetővé teszi a finom hegesztési munkákat, amelyek fontosak a bonyolult geometriájú alkatrészek esetében. A munkavégzés közben a hőhatás zóna kicsi, így a környező anyagok kevésbé deformálódnak vagy egyáltalán nem deformálódnak, és kevesebb utómunkát igényelnek vagy szükségtelen az utókezelés. A felsorolt jellemzői lehetővé teszik az ipari felhasználást például autóipar, fémipar stb. Karosszéria panelek, kipufogórendszerek, fém csövek, fém alkatrészek és más fém alkatrészek hegesztésre kiváló lehetőséget kínál.

Hagyományos hegesztési eljárások:
A hagyományos hegesztési eljárások, mint például a MIG (Metal Inert Gas) és a TIG (Tungsten Inert Gas) hegesztés, különböző módszereket alkalmaznak az anyagok összekapcsolására, és számos hasonlóságot mutatnak a lézer hegesztéssel. Az alábbiakban részletesebben is bemutatom a hagyományos hegesztési eljárásokat és összehasonlítom őket a lézer hegesztéssel.
Ívhegesztés:
Az ívhegesztés során az elektromos ív által generált hő megolvasztja az alapanyagot és a hegesztőanyagot (ha használnak ilyet), így létrehozva a kötést. Az ívhegesztésnek több típusa van, ezek közül néhány a következő:
1. MIG/MAG (GMAW – Gas Metal Arc Welding):
Ebben az eljárásban egy folyamatosan adagolt hegesztőhuzal szolgál elektródként és töltőanyagként. Az eljárás során védőgáz (inert vagy aktív) áramlik az ív és a hegesztési medence körül, hogy megvédje az olvadt fémet a légköri szennyeződésektől.
Előnyök: Magas hegesztési sebesség, könnyen automatizálható.
Hátrányok: Kevésbé alkalmas nagyon vékony anyagokhoz, védőgáz használata miatt érzékeny a szélre.
2. TIG (GTAW – Gas Tungsten Arc Welding):
Ebben az eljárásban a volfrám elektróda nem olvad meg, hanem csak az ívet szolgáltatja. A töltőanyagot külön kell adagolni, és az inert védőgáz (általában argon) védi az olvadt fémet.
Előnyök: Magas minőségű és precíziós hegesztés, jó vékony anyagokhoz.
Hátrányok: Lassú hegesztési sebesség, magasabb kézügyességet igényel.
Összehasonlítás a Lézer Hegesztéssel:
Hasonlóságokok közé sorolhatjuk az olvadék képződést (alapanyag és a hegesztőanyag megolvad, majd hűlés közben kötést hoz létre), bár a lézer hegesztésnél nem minden esetben szükséges a hegesztőanyag használata. Másik hasonlóság lehet a védőgáz használata, bár a lézer esetében erre sincs mindig szükség, csak bizonyos anyagok esetében.
Különbségek:
Hőforrás:
A hagyományos hegesztési eljárásokban az elektromos ív, míg a lézer hegesztésben a fókuszált lézersugár szolgáltatja a hőt.
Pontosság és Hőhatás:
A lézer hegesztés rendkívül pontos és kisebb hőhatású, ezért kevesebb torzulást okoz az anyagban vagy nem okoz, míg a hagyományos hegesztési eljárások nagyobb hőhatás zónával rendelkeznek, így több esély a torzulásra.
Sebesség és Automatizálás:
A lézer hegesztés gyorsabb és könnyebben automatizálható, míg a hagyományos hegesztési eljárások sebessége és automatizálási lehetőségei eltérőek.
Költségek:
A kezdeti beruházás a lézer hegesztés esetében magasabb, de a fogyóeszközök és az utómunkálatok költségei alacsonyabbak lehetnek.
Alkalmazási Példák:
MIG/MAG hegesztés:
Nagy méretű fémszerkezetek, például autókarosszériák és építőipari szerkezetek hegesztése alkalmas.
TIG hegesztés:
Finom és precíziós munkák, mint például rozsdamentes acél és alumínium hegesztése, valamint csövek és vezetékek összekötése.
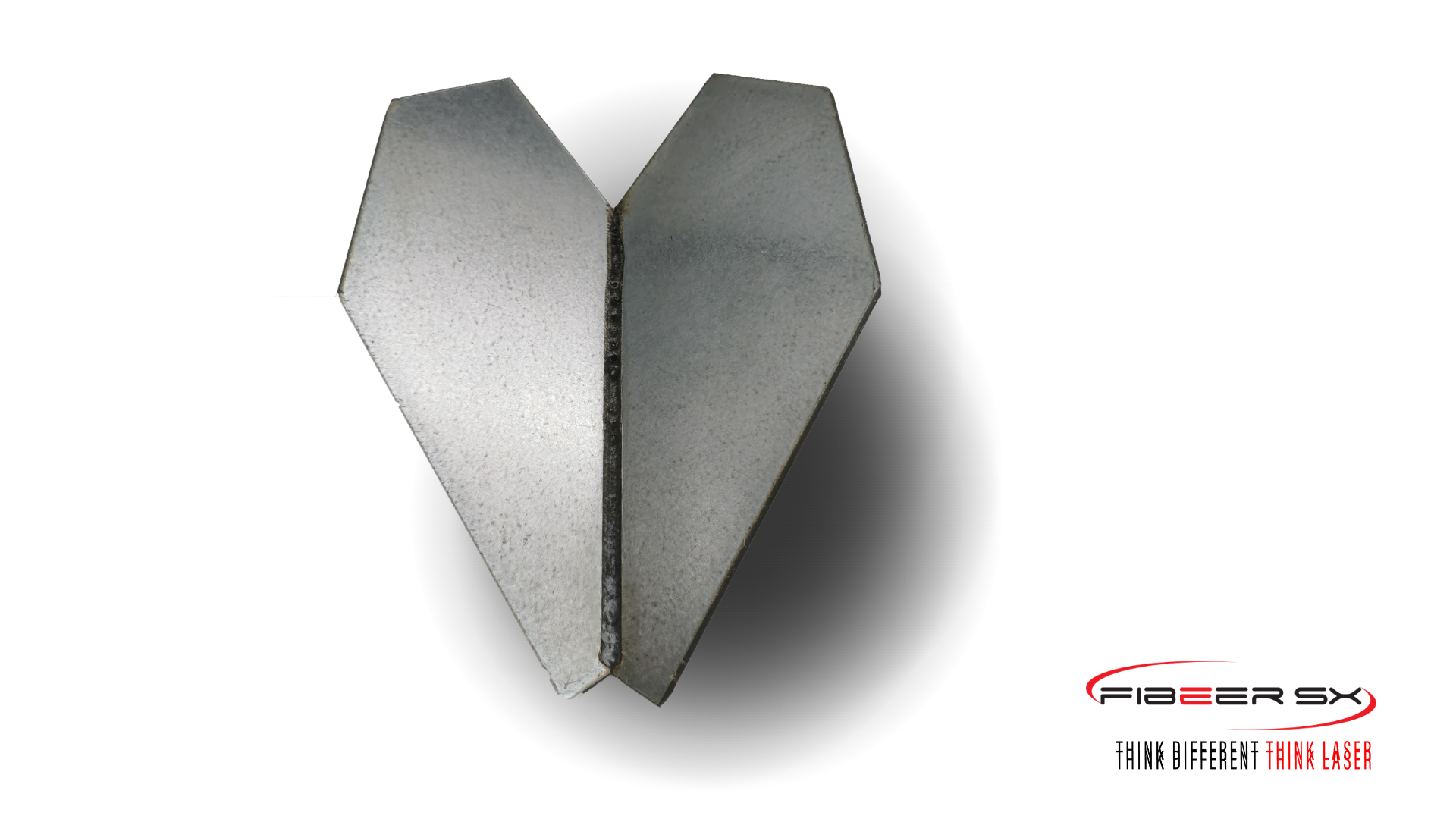
Lézerhegesztés:
A hegesztés során pontos szép varratok hozhatók létre, nem szükséges huzal anyag és védőgáz sem a hegesztéshez csak bizonyos alapanyagok esetében.